

ZEISS Quality Software
Utforska våra programvarulösningar - från mätning till datahanteringHög flexibilitet kombinerat med högprecisions analyser
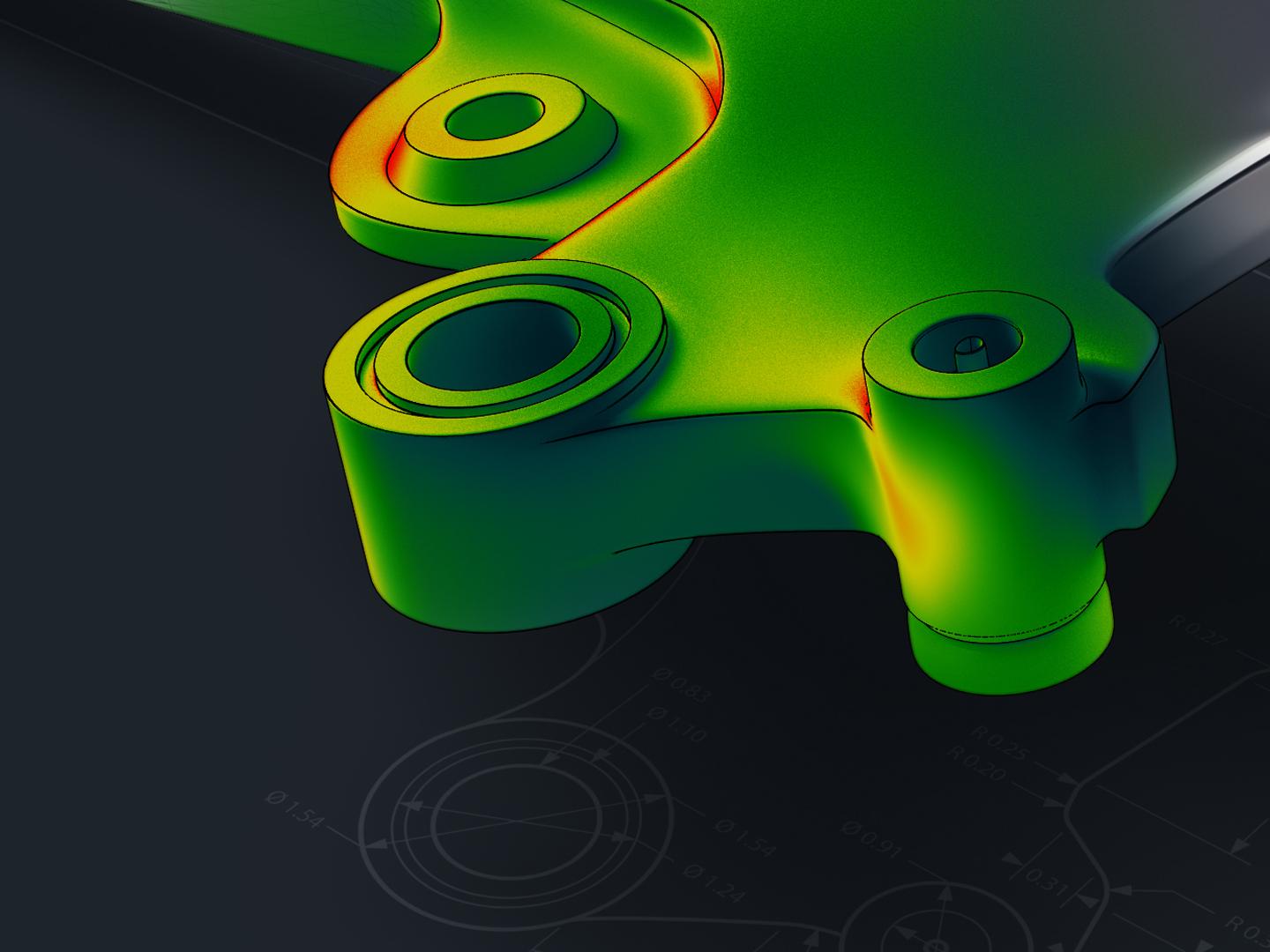
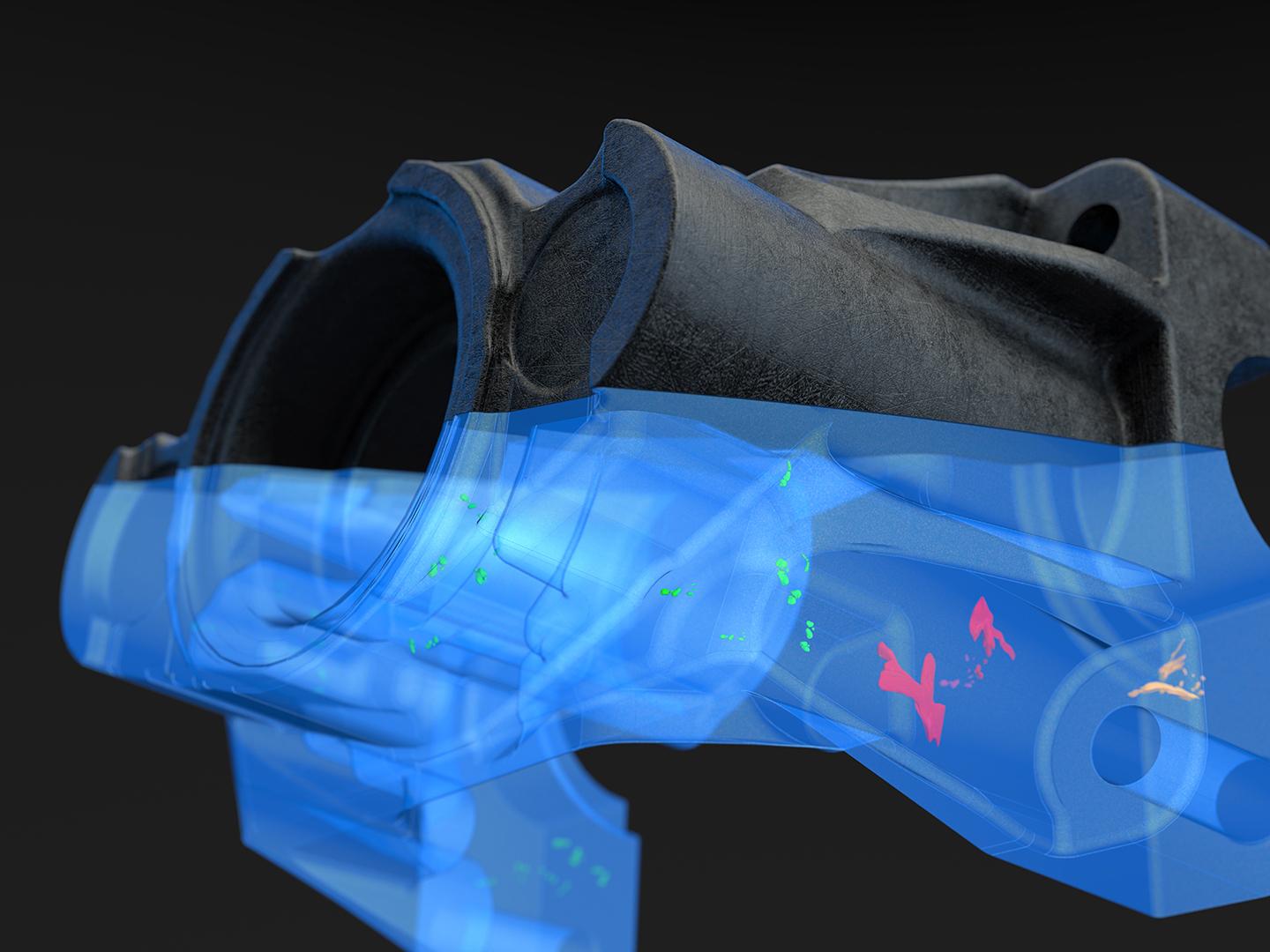
Hög kvalitet i produktionsprocessen? Ganska enkelt, om man har de rätta verktygen. Med ZEISS Quality Software kan du analysera dina komponenter på ett exakt och intuitivt sätt. Beroende på dina krav skapar du datautvärderingar, analyser och rapporter teknik- och systemöverspännande för en holistisk kvalitetshantering
Programvara för mätteknik och mätning


















Programvara för data- och kvalitetshantering








Tjänster
Dra nytta av våra holistiska tjänster: Med vårt omfattande utbildningsprogram och andra tjänster som expertforum, programvarusupport eller on-line hjälp kan du kontinuerligt förbättra dina resultat i ZEISS Quality Software. Med ett underhållsavtal för programvara är du alltid uppdaterad med den senaste mätprogramvaran för maximal produktivitet.







FAQ
-
Du kan hitta mer information om ZEISS Quality Suite här.
Den här länken leder dig till direktnedladdningen. -
För närvarande kan du få tillgång till den kompletta ZEISS INSPECT-lösningen samt ZEISS PiWeb, ZEISS CORRELATE, ZEISS REVERSE ENGINEERING och ZEISS CALIGO via ZEISS Quality Suite
-
Med ett ZEISS Software Maintenance Agreement (SMA) kan du och ditt företag dra nytta av fler tjänster för att frigöra maximal prestanda för dina ZEISS-system och undvika maskinavbrott. Regelbundna uppdateringar av programvaran är en förutsättning för framtidssäkrade processer. ZEISS programvaruunderhåll garanterar långsiktig kvalitet och ger många andra fördelar. Du är alltid uppdaterad med den senaste mätprogramvaran för maximal produktivitet, och du sparar dessutom tid med planeringsbara och förutsägbara uppgraderingsinstallationer.
-
Du kan också använda olika ZEISS Quality Software-programvaruprodukter utan ett ZEISS-system. Vår analysprogramvara är enhetsoberoende. Med ZEISS INSPECT kan du till exempel utvärdera och analysera din optiska 3D- eller volymdata, oavsett källa, och skapa omfattande rapporter. ZEISS PiWeb arbetar oberoende av mättekniken och integrerar till och med manuellt inhämtade data.
-
Ja, naturligtvis. Du kan hämta ZEISS Quality Suite kostnadsfritt här. Du kan även testa många av våra programvaruvarianter under en tid, till exempel ZEISS INSPECT. Du kan ta emot och aktivera testlicensen inom ZEISS Quality Suite